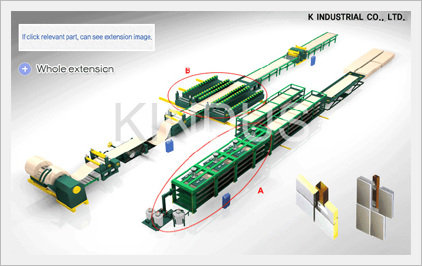
For guiding and calibrating the element length to be produced during the foaming reaction. The reactive poly urethane mix delivered by the metering machine and applied onto the lower facing through the high-pressure mix head enters the D/Belt Slat over the entry roller conveyor and reacts there. According to formulation, element thickness and facing material, the D/Belt Slat has the corresponding conveying speed in order to achieve the necessary curing time. For precisely guiding the element section to be produced and for ensuring an optimum absorption of the foaming pressure during the curing process, upper and lower belt supports are equipped with hardened precision-guide rails on which supporting steel plates with inter grated conveying system with rollers are guided The belt supporting plates with roller chains are reversed at the beginning and at the end of the D/BELT SLAT by means of continuous, transition-free guide rails. This technique guarantees that the belt supporting plates enter and come out of the D/BELT SLAT exactly at he same height during the period of reverse. Since different formulations and element thicknesses are processed, the D/BELT SLAT drive has been designed in such a way that it allows variable speeds. Upper and lower conveyor are equipped with 2 separate, synchronized drive units each of which takes over half of the total driving load. It is thus ensured that the two conveyors are mechanically independent of each other; even minor differences in conveyor speeds-affecting the quality of the sandwich panel-are thus eliminated. The height adjustment of the upper conveyor is effected by laterally installed hydraulic cylinders. The manual insertion of suitable spacer blocks at the hydraulic lifting cylinders makes it possible to set any gap required - in accordance with the element thickness to be produced. The counter pressure in the lifting cylinders is always set higher than the existing foaming pressure. Therefore the distance between the belts remains exactly the same, even over long production periods, guaranteeing a uniform element thickness. In the case of overdosing `and correspondingly excessive foaming pressure, the upper conveyor is automatically lifted for safety reasons. The D/BELT SLAT consists of : The lower and upper conveyor, torsion-proof, welded steel construction The continuous, hardened and ground precision rails for guiding the rollers for upper and lower conveyor The continuous guide rails at the upper and lower conveyor for laterally positioning the steel supporting plates The supporting steel plates with integrated transporting system, guide bearings with special bushings as well as steel bolts with 2 rollers per supporting plate. The PFA-drive for lower and upper conveyor, installed at the end of the D/BELT SLAT The 2 separate drive units for upper and lower conveyor, speed continuously variable, each with D.C motor and gearing The hydraulic lifting device for lifting and lowering the upper conveyor, with separate hydraulic unit; 9 pairs of hydraulic cylinders with cylinder dia. 63/36-400 will be used. The mechanical conveyor guiding system preventing a tilting of the upper conveyor during the hydraulic lifting motion; 3 of these guiding systems are distributed over the D/BELT SLAT length.
Double Belt Slat Conveyor for Sandwich Pan...

Description
Product Inquiry
Purchase Product Catalog
Payment & Shipping Conditions:
- Payment: We accept payment through Paypal Only.
- Shipping: We will ship the catalog once the payment is received. And you will be receiving the catalog with in 10 -14 busines days. Shipping might be delayed in due to international shipping conditions which is depends on the countries receiveing. In case hard copy of catalog is not available then we will ship the soft copy.
- Refund: We can refund the order before shipping process was initiated. Incase Catalog not available, we will make sure to refund the order.
- Note: This is a Catalog Produt.
Products Categories
Products Keywords
Other Products
Sandwich Panel Machine
 Sandwich Panel....jpg)
EPS (Expanded Poly Stylene) Sa...

Band Saw Machine for Sandwich ...

PUR/PIR Metering & Tank System
Discontinous PUR and PIR Sandw...

Wrapping Machine for Sandwich ...

Roll Forming Machine for Sandw...
Continuous PU Sandwich Panel L...
Sandwich Panel Machine

Continuous Mineral Wool Sandwi...
 Wool Sandwich Pan....jpg)
Continuous Rock(Mineral) Wool ...

Discontinuous PU Sandwich Pane...
Share Double Belt Slat Conveyor for Sandwich Pan... in Social Media